Паяльник используется для широкого спектра работ. С помощью паяльника можно отремонтировать наушники, подсоединить светодиодную ленту, чинить электроприборы, микросхемы и платы. Пайка с помощью паяльника проста и при внимательной подготовке не вызывает затруднений даже у того, кто никогда раньше не сталкивался с такой работой.
Выбор инструмента
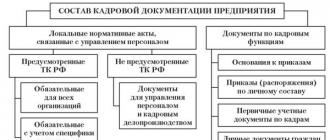
Паяльник – инструмент с нагревательным элементом, используемый для соединения плавких материалов. По способу нагревания их разделяют на:
- электрические;
- термовоздушные;
- газовые;
- индукционные.

1-Электрический, 2-Термовоздушный, 3-Газовый, 4-Индукционный
Для работы с электрическими схемами и SMD-платами применяют электрические паяльники . В среднем они обладают мощностью в 15-40 Ватт. С помощью приборов мощностью более 100 Вт спаивают большие детали: радиаторы, медные трубки разного диаметра и т.д. Большие молотковые паяльники мощностью до 550 Вт используются в различных сферах промышленности: машиностроение, металлургия и т.п.
На выбор того или иного инструмента влияет не только размер деталей, но и теплопроводность материала, из которого она сделана. Именно она определяет температуру нагрева, а, следовательно, и необходимую мощность. Так, например, медь может требовать большей температуры нагрева, чем стальная деталь аналогичного размера. Стоит отметить, что при пайке медных деталей может даже возникать ситуация, когда высокая теплопроводность приводит к распаиванию соединений, выполненных ранее.
Основным элементом прибора (напоминаю, что работаем мы в основном электрическим) является нагревательный стрежень. Он представляет собой медную трубку и намотанную на неё нихромовую спираль. С одной стороны стержня, спрятанной в рукоятку прибора, идет ток, а с другой – вставлено жало из накатанного медного прута. Наконечник жала затачивается под скос. Нагрев наконечника происходит за счет замыкания тока на нихромовой спирали.
Для электротехнических работ подойдет легкий инструмент компактных размеров с низкой теплоемкостью. Чтобы избежать рассеивания напряжения лучше выбрать модель, имеющую трех-направляющий штекер заземления. Для начинающего электротехника будет достаточно модели до 30 Вт. Если с помощью паяльника планируется ремонтировать автомобиль, то лучше обратиться 40-ваттным приборам – для быстрого соединения проводов любого типа на большой площади. Для комфортной работы паяльников в автомобиле продаются специальные насадки.
Многие мастера по ремонту электроники пользуются паяльной станцией. Такая конструкция включает в себя набор всех необходимых для паяльных работ инструментов: паяльник со сменными наконечниками, подставка, блок регулировки напряжения, термофен, очистители и оловоотсос.
Многих интересует вопрос, можно ли паять без паяльника. Да, можно, в данном случае припой и детали придется нагревать для лужения и спаивания на открытом огне. Это позволяет создавать более-менее качественные соединения, однако технология отличается меньшей безопасностью. Кроме того, у новичка, не обладающего достаточным опытом, могут возникнуть большие сложности при работе с такими материалами, как медь, алюминий или нержавейка.
Припои и флюсы
Перед тем как паять провода или электрические схемы необходимо выбрать подходящий припой. Для этой работы подходят оловянно-серебряные и оловянно-свинцовые припои, канифоль. Припои с содержанием свинца обеспечивают более высокое качество пайки, однако имеют недостаток, заключающийся во вредности этого металла. Оловом пользуются для пайки деталей и материалов, требующих сохранения безопасности для организма, например, посуды.
Маркировка припоев обозначает металлы, входящие в ее состав и их содержание. Так, к примеру, в состав припоя ПОС-40 входят олово и свинец (припой оловянно-свинцовый). Цифра 40 говорит о 40% содержании олова. Количество свинца в ПОС припоях влияет на цвет (становится темнее) и температуру плавления (повышается). Для электротехнических работ чаще всего применяют ПОС с содержанием олова от 30% до 61%, а также ПСР-2 и ПСР-2,5. В маркировке оловянно-серебряного ПСр-2,5 цифра обозначает, что 2,5±0,3% припоя составляет серебро.

Для зачистки поверхности под пайку от оксидов используется специальные смеси – флюсы. Они являются одними из самых важных факторов, влияющих на качество паяния. Флюс должен подбираться под свойства паяемого материала, быть достаточно сильным для разрушения оксидной пленки. Активные флюсы на основе кислоты запрещено использовать для пайки микросхем и плат, поскольку они вызывают коррозию и разрушают контакты, однако при работе с химически стойкими металлами без них не обойтись. Сегодня при пайке, как правило, пользуются паяльной кислотой (хлорид цинка), спирто-канифольным раствором ЛТИ-120 и бурой (для пайки таких металлов, как медь, чугун, сталь, латунь).
Если вы собираетесь паять наушники, колонки или контакты материнской платы, то в качестве флюса можно использовать канифоль. Однако не следует использовать ее для пайки элементов микросхемы и плат. И особое внимание обратите на следующее: нельзя использовать канифоль для музыкальных инструментов! Она сильно загрязняет место спайки.

Подготовка к работе
Безусловно, для того, чтобы стать мастером и выполнять пайку деталей любых сложностей, необходимо время и опыт. Однако для того, чтобы починить наушники, прикрепить светодиодную ленту или в домашних условиях поменять конденсаторы на компьютерной плате не нужно обладать особыми знаниями. Соблюдение инструкции и правил электротехнической безопасности позволят выполнить эти работы без затруднений.
Огромное значение для качества и эффективности пайки имеет состояние жала. Процесс ухода за ним называют лужением — процесс покрытия его поверхности тонким слоем припоя. Это делается для того чтобы медь, из которой изготовлен наконечник паяльника, не окислилась. Паяльник с окислившимся жалом плохо взаимодействует с припоем и обрабатываемым материалом. Каждый раз, перед тем как паять паяльником, следует проводить его подготовку. Сначала обрабатываем жало холодного паяльника напильником, или жесткой щеткой, очищая медь от грязи.

Чистка паяльника щеткой (можно использовать и напильник)

Затем, нагрев паяльник до рабочей температуры, нужно несколько раз поочередно коснуться им канифоли и затем припоя. Сплав должен равномерно покрыть рабочую часть.


Ниже видео о том как залудить паяльник и приготовить его к работе. Пожалуй на видео даже лучше видно, чем на наших фотографиях, так что рекомендуем посмотреть.
Пайка плат и микросхем

Ниже видео, которое наглядно описывает весь процесс:
Такой способ пайки позволяет новичку без особых затруднений припаять к схеме радиатор, впаять кнопку на модем, светодиодную ленту (об этом более подробно будет ниже) или отремонтировать штекер.
Пайка проводов
Умение паять провода может пригодиться во многих ситуациях. Одним из самых подходящих примеров можно назвать вышедшие из-за перелома провода наушники. Для соединения проводов используют два основных способа:
- Жилы накладываются друг на друга и спаиваются с помощью припоя.
- Жилы проводов предварительно скручиваются между собой и потом лудятся с помощью припоя.
В обоих случаях используется канифоль. При необходимости очистки проводов применяется жидкий флюс, наносимый с помощью кисточки. Другие способы спайки проводов между собой основываются на двух основных, описанных выше, и представлены на следующем рисунке.

Для пайки радиоэлементов без печатного монтажа прибегают к двум способам. Первый (нахлестный) является более быстрым, а второй (скрутка) обеспечивает большую надежность соединения.
Для того чтобы починить наушники лучше всего подойдет второй указанный способ (т.к. обеспечит большую прочность соединения). Порядок действий примерно следующий:
- Найдите поврежденный участок провода и вырежьте его. Зачистите края проводов на достаточную длину. Для снятия изоляции лучше всего пользоваться нагретым паяльником, или плоским, не очень острым ножом.
- Сложите провода друг с другом (по цветам) и залудите с помощью канифоли или смеси ФС-1.
- Замотайте обработанное место изолентой.
Если провод поврежден у самого штекера или входа в наушники, необходимо будет разобрать корпус и припаять провода непосредственно к входным контактам.
Пайка светодиодной ленты
Сегодня светодиодную ленту активно используют для монтажа интерьерного освещения различной сложности. Она дает широкие дизайнерские возможности, имеет небольшие размеры и не уступает по рабочим характеристикам другим осветительным приборам.

Вне зависимости от размера и условий монтажа, ленту паяют по одинаковой инструкции:
- Обрезав ленту до нужной длины, поверхность, на которую она должна крепиться, обезжиривают и высушивают.
- Оторвав защитную пленку с обратной стороны, ленту приклеивают к монтажной поверхности.
- После этого припаиваются провода на входных контактах, мелкие детали, диммеры, контроллеры. Во время работы нужно избегать перегрева ленты, это может привести к выходу диодов из строя.
Обратите внимание, спаивая две ленты! Плюс должен идти к плюсу, а минус к минусу!
Процесс припаивания изображен на фотографиях ниже:

Фиксируем светодиодную ленту (использовалась изолента)


Чтобы паять диодную ленту хорошо подходят паяльники мощностью до 40 Вт. Лучше всего использовать провода с сечением 0,75 мм. Красные припаиваются к плюсовому контакту, а черные – к минусовому.

Теперь о том, как паять светодиоды непосредственно на плату, чтобы создать светодиодную подсветку своими руками. Для этого понадобятся сами диоды, кусочек платы для них (можно купить в радиотехническом магазине) и паяльные принадлежности. Для очистки от окалины воспользуемся флюсом под алюминий, оловом – в качестве припоя.
- Вставляем диоды в плату так, чтобы плюсовые контакты (длинные «лапки») были расположены с одной стороны, а минусовые – с другой. И загибаем контакты в стороны. Будьте внимательно – если хотя бы один диод будет подключен неправильно, всё сгорит.
- Обработав «лапки» флюсом припаиваем их к плате.
- Отрезаем лишнюю длину контактов с помощью кусачек. Зачищаем провода питания на длину, равную длине диодного ряда, прикладываем к соответствующим контактам и запаиваем.
- Готово! Теперь можно проверять работу схемы, подключив провода к 12 В источнику питания.
Пайка алюминия
Кажется, что в том, как паять алюминий, нет никакой сложности. Ведь этот материал обладает высокой теплопроводностью и легко поддается обработке. Несмотря на это для обработки данного металла необходимо учитывать некоторые особенности.
Алюминий под воздействием высокой температуры очень быстро образует на поверхности окисные пленки, и поэтому для его пайки приходится использовать специальные флюсы и паяльные жала (покрытые сталью). И если обработка алюминиевых проводов практически не отличается от работы с другими металлами, то пайка плоских алюминиевых поверхностей — процесс гораздо более сложный. В первую очередь, вам понадобится паяльник мощностью в 60-100 Вт, для того чтобы хорошо прогревать большие детали.
- Перед тем, как паять алюминий, его рабочая поверхность очищается от окалины наждачкой или напильником.
- После ее обезжиривают бензином, ацетоном или другим растворителем. Затем место соединения необходимо смазать специальным флюсом.
- Жало паяльника опускается в канифоль или нашатырный спирт до появления легкого дымка. Это очищает медь, из которой выполнен наконечник, от окисей других металлов.
- Дальнейшие действия практически не отличаются от работы с другими материалами: жало смазывается в припое, после чего небольшое его количество переносится на место спаивания для залуживания. После этого наносится основной слой припоя.
Похожим образом паяют нержавейку – этот процесс тоже требует тщательной зачистки рабочей поверхности перед нанесением припоя.
Должен уметь каждый мужчина. Сегодня речь пойдет о пайке плат. Паяют платы обычно оловянно-свинцовым припоем, который плавится при температуре 180-200° С. Лучше пользоваться легкоплавким составом Вуда, температура плавления которого составляет 70° С.
Вместе с припоем используют флюс, защищающий детали от окисления во время пайки. В составе флюса для работы с платами не должно быть кислоты. Самый распространенный флюс — канифоль. Можно натуральную сосновую канифоль измельчить в порошок и растворить в этиловом или борном спирте. Жидкую канифоль наносят на нужные места кисточкой.
Подготовка к паянию
Требования к оборудованию для пайки таковы:

- Лучший вариант — паяльная станция. В ее состав входит все необходимое (при стоимости от 800 рублей).
- Мощность обычного паяльника не должна превышать 40 Вт.
- Напряжение питания может быть 12 В, 18 В, 24 В, 220 В. Также бывают газовые инструменты.
- Желательно иметь в комплекте несколько жал разных форм и размеров.
- Очень удобно термостойкое жало.
- Правильный флюс, продающийся в шприцах, обеспечит хорошее качество пайки.
- Припой чаще всего используют в виде проволоки диаметром в 1-5 мм. Наиболее распространен диаметр в 1,5-2 мм.
- Понадобятся в работе нож, небольшие кусачки, пинцет.
Вернуться к оглавлению
Подготовка паяльника
Совершенно новый паяльник нужно подготовить к работе. При включении обычно сгорают маслянистые вещества с выделением достаточного количества дыма. После выгорания паяльник выключают и остужают. Жало паяльника нужно зачистить напильником. Затем снова его включают в сеть, зачищенное жало опускают в канифоль и прикасаются к припою. Рабочая поверхность должна покрыться ровным серебристым слоем припоя.
Паяльник для работы с платами может иметь мощность от 15 до 30 Вт. Более мощный инструмент применяют для припаивания толстых проводов и крупных радиодеталей. Часто используется паяльник, который называют паяльным карандашом.

В последние годы в магазинах можно приобрести паяльную станцию. Специалисты отмечают, что работать с таким прибором гораздо проще, чем с обычным паяльником. Такая установка обладает рядом преимуществ:
- Можно с точностью до градуса контролировать рабочую температуру во время проведения пайки.
- С помощью станции можно паять детали из меди, стали, алюминия, полипропилена, пластика и других материалов.
- Станция обладает долговечностью.
Но есть у нее и недостатки, к которым следует отнести довольно высокую стоимость и большие затраты электроэнергии.
Паять платы значительно легче, чем работать с обычными проводами. Детали отлично фиксируются в калиброванных отверстиях. Нет необходимости поддерживать их с помощью тисков, плоскогубцев и других приспособлений.
Вернуться к оглавлению
Инструкция по пайке деталей на плату
Монтаж микросхем и других подобных деталей происходит в несколько приемов:
- Деталь вставляется в приготовленное для нее место.
- Жало разогретого паяльника вместе с припоем подносятся к месту пайки.
- Припой наносится на выводы детали и контакты платы тонким ровным слоем.
- Жало паяльника быстро отводится от места пайки.

Разогретый паяльник жалом должен соприкасаться с самой платой и с контактами детали одновременно. Его нельзя отводить до тех пор, пока место пайки не покроется ровным слоем припоя. На это требуется не более секунды. Навык приходит очень быстро.
Излишки припоя удаляются из зоны пайки очень просто. Нужно взять кусок медной оплетки многожильного провода, поднести конец к месту пайки. Весь припой уйдет в нее. На плате останется только ровный слой, достаточный для удержания детали на месте и для обеспечения электрического контакта.
Вернуться к оглавлению
Припаивание к плате SMD деталей
Компоненты SMD являются безвыводными. У них нет традиционных выводов в виде проволочек. С платой эти детали соединяются с помощью контактных площадок, расположенных на корпусе детали. Паяются они с помощью паяльника мощностью в 10-12 Вт, паяльной станцией. Жало обычного паяльника желательно доработать, сделав его раздвоенным или растроенным.
На жало мощного паяльника можно навить медный провод диаметром в 1 мм, сделав из концов провода рабочие жала. Такой инструмент используется для работы со светодиодами и с другими радиоэлементами. Расстояние между жалами можно регулировать. В любой момент такую насадку легко снять и отложить до лучших времен.

На платах электронных устройств часто встречаются микросхемы, имеющие корпус SOIC. Их паять и выпаивать лучше всего горячим воздухом с помощью паяльной станции. Но она есть не у всех. Можно воспользоваться паяльником мощностью в 10 Вт. Места, подлежащие пайке, нужно смазать спирто-канифольным жидким флюсом, ножки — прогреть паяльником. Жало должно быть очень тонким. Если расстояние между ножками микросхемы равно 1,25 мм, ширина жала не может быть больше 1 мм.
Транзисторы могут быть в корпусе DPAK. Паять их рекомендуется паяльником мощностью в 40 Вт. Радиодеталь устанавливают на место, пропаивают выводы. Затем прижимают сам транзистор к плате и одновременно прогревают его паяльником. Как только он слегка просядет, пайка закончена.
Любой радиолюбитель или домашний мастер, который увлекается радиоконструированием, ремонтом электроприборов и другими видами деятельности, связанными с электрическим и электронными приборами, должен уметь паять. О том, как паять паяльником с канифолью, можно прочитать во многих руководствах. Но очень важно иметь не только теоретические знания, но и практические навыки, опыт работы. Рассмотрим основные требования и этапы обучения паяльным работам. Что необходимо знать каждому радиолюбителю?
Для начинающего радиолюбителя очень важно знать основы работы с паяльником.
Паяльный набор радиолюбителя
У каждого любителя поработать с радиоэлектронными приборами должен быть минимальный набор инструментов. Сюда входят плоскогубцы, отвертки, напильники, кусачки и многое-многое другое. Но самыми важными элементами паяльного набора являются: сам паяльник (их разнообразие довольно велико, каждый должен подобрать под свои пристрастия удобную модель), припой (металлический сплав, в основе которого лежит разное сочетание свинца и олова) и флюс (самым распространенным из них является канифоль — продукт переработки сосновой смолы). Сюда же стоит добавить и пинцет, который может существенно облегчить пайку мелких элементов. Рассмотрим части этого набора подробнее.
Вернуться к оглавлению
Особенности паяльника

Для начинающего радиолюбителя подойдет паяльник мощностью в 40 Вт.
Если вы начинающий мастер, то лучше всего приобрести обычный паяльник для сети в 220 В, мощностью в 40 Вт. Это основа, от которой лучше не отходить, дабы избежать массы проблем. В дальнейшем, по мере роста мастерства, можно приобрести регулятор мощности для своего паяльника, который поможет самостоятельно регулировать температуру жала вашего паяльника и, соответственно, проводить более тонкие работы. При пайке крайне важна чистота поверхности жала, так как на нем постоянно образуется пленка из окислов, препятствующая хорошему контакту с припоем. Для этого необходимо разогреть паяльник и почистить его жало наждачкой. После этого опустите паяльник в канифоль, так чтобы на поверхности жала образовалось темная влажная пленка. Затем можно погрузить кончик жала в припой и растереть его там таким образом, чтобы припой покрыл рабочую поверхность ровным слоем. В дальнейшем, при образовании новой пленки из окислов, операцию можно повторить.
Вернуться к оглавлению
Припой — сплав олова и свинца

С помощью припоя соединяются между собой металлические элементы конструкции.
Припой — это обязательный в радиоэлектронике участник пайки. Именно он помогает соединять между собой различные металлические элементы конструкции. С химической точки зрения он представляет собой сплав свинца и олова, пропорции могут значительно меняться в зависимости от производителя и выполняемой работы. Чаще всего припой продается в виде проволоки серебристо-металлического цвета, но есть варианты в виде полой трубки, внутренность которой заранее заполнена канифолью (флюсом) для удобства пайки. Но все же опытные мастера предпочитают выбирать проволочный припой, так как флюс все равно понадобится для каждой пайки, отличается лишь его количество. Каждая разновидность припоя имеет свою буквенно-цифровую маркировку, которая указывает покупателям на его рабочие характеристики и состав.
Например, существуют такие разновидности припоев, как ПОС 40 или ПОС 60. Аббревиатура расшифровывается как припой оловянно-свинцовый, а цифра указывает на процентное содержание главного элемента сплава — олова. Многие мастера предпочитают работать с чистым оловом или сплавами с его максимально высоким содержанием. Чем больше уровень свинца, тем температура плавления выше, а цвет темнее. Тот же ПОС 60 имеет температуру плавления в 190 градусов по Цельсию.
Вернуться к оглавлению
Особенности флюса

Основная задача флюсов — это очищение окислов метала с поверхности соединяемых элементов. Кроме того, такие составы предотвращают появление этих окислов в дальнейшем. Флюс также помогает лучшему контакту деталей между собой, смачивая и подготавливая поверхность к контакту с припоем. Можете сами убедиться в эффектности флюса на конкретном примере. Попробуйте паять паяльником с канифолью и без нее. Дело в том, что основной металл жала — это медь, которая очень быстро в процессе нагрева покрывается пленкой окислов, препятствующих контакту с припоем, тот будет попросту скатываться с поверхности паяльника раскаленными каплями. Но стоит только опустить жало в канифоль, как на поверхности паяльника образуется влажная на вид пленка флюса, которая будет удерживать припой на жале паяльника и позволит проводить работы по спайке. Говоря флюс, большинство мастеров подразумевают сосновую канифоль. Именно она чаще всего и выступает в этой роли, внешне напоминая застывшие куски янтаря. Эту же канифоль используют для обработки смычков музыкальных инструментов.
Но смола сосны — не единственный вариант флюса. Помимо этого, для работы с металлической посудой используется цинк, растворенный в соляной кислоте, такая смесь называется паяльной кислотой. Но в радиоконструировании этот состав не применим из-за своей едкости. Одной капли достаточно, чтобы разрушить важное соединение или металлический провод. В пайке радиодеталей использовать кислоты нельзя, лучший флюс — это канифоль. Но иногда мастера используют спиртовые растворы канифоли, когда необходимо обработать контакты в труднодоступном месте. Для этого перетертую канифоль растворяют в спирте, а затем наносят тонким слоем на место будущего соединения.
Вернуться к оглавлению
Несколько секретов пайки
В принципе, особых сложностей в том, чтобы припаивать между собой различные металлические элементы, нет. Можно паять, особенно не вдаваясь в какие-то нюансы мастерства, но если вы хотите выполнить работу качественно, стоит учесть несколько небольших секретов.
Если вы раньше никогда не имели дело с паяльником, то советуем немного потренироваться. Для этого можно взять несколько кусков медной проволоки в оболочке. С ней вы сможете наработать навыки по правильному лужению и пайке.

Помимо тех нюансов, что перечислены при описании основных составляющих пайки (паяльника, флюса и припоя), нужно учесть еще и другие:
- При пайке крайне важна чистота соединяемых между собой поверхностей. Все места контактов должны быть тщательно зачищены и подготовлены к пайке. Для этого необходимо предварительно очистить место будущей спайки с помощью ножа или наждачной бумаги. Во время чистки вы увидите, что металл становится светлее и ярче. Это связано с удалением тонкой и малозаметной пленки окислов меди, покрывающей поверхность вашей проволоки. После физической очистки контактов необходимо опустить в канифоль жало разогретого паяльника и перенести на нем немного канифоли на обрабатываемую поверхность. Внимательно и осторожно разгоните расплавленный флюс по обрабатываемой детали. В итоге у вас рабочая поверхность должна быть очищена от окислов и покрыта пленкой канифоли.
- Крайне важно правильно соединить между собой проводники, а также прогреть место будущего соединения. Для этого необходимо ровно и плотно прижать друг к другу концы спаиваемых проводников, которые предварительно были залужены, как описывалось выше, а затем к месту соединения приложите жало паяльника с каплей расплавленного припоя на нем. Подержите некоторое время, дайте проводникам достаточно прогреться, чтобы сплав припоя растекся и заполнил все пространство между сплавляемыми элементами. Прогрев должен быть таким, чтобы припой растекался по рабочей поверхности, а не застывал одним комочком. Уберите паяльник и дайте припою остыть. Ни в коем случае не двигайте проводники. Лучше, если они остынут в покое не меньше 10 секунд. Теперь припой надежно скрепляет между собой оба проводника.
- Если спаиваемая поверхность велика и припоя не хватило, чтобы заполнить ее всю, то просто дождитесь, когда остынет первая партия припоя и нанесите паяльником еще одну. Добейтесь ровного распределения сплава по обрабатываемой поверхности. Припой, застывший комком, это показатель некачественной работы новичка. У настоящего мастера припой покрывает поверхность, словно вторая кожа, ровно и со всех сторон.
Пайка широко применяется при монтаже различных электрических схем как средство обеспечения надежного электрического контакта между необходимыми деталями. Пайке подлежат провода, электрические комплектующие (лампочки, резисторы, конденсаторы и т.п.), различные электронные компоненты – (транзисторы, микросхемы и т.п.). Попробуем разобраться в нашей статье с видео, как правильно паять.
В соответствии с размерами паяемых поверхностей подбирается мощность паяльника. Мощность от 5 до 20 подойдет для пайки микросхем и комплектующих, которые нельзя сильно нагревать. Паяльник мощностью до 40-50 ватт можно применять для пайки проводов, клемм и т.п., т.е. для выполнения наиболее распространенных электромонтажных работ. Паяльники мощностью более 50 ватт применяют для соединения металлических поверхностей размером более нескольких миллиметров.

Перед началом эксплуатации новый паяльник следует подготовить к работе. Для этого еще до его нагрева жало паяльника зачищают до металлического блеска, тем самым снимая с его поверхности окисную пленку. Это необходимо сделать для качественного облуживания рабочей поверхности жала. С этой целью паяльник разогревают, для чего электрический паяльник достаточно включить в сеть. Неэлектрический паяльник нагревают на открытом пламени. В процессе нагрева необходимо конец жала окунуть в канифоль или какой-либо другой флюс, после чего следует прикоснуться к кусочку припоя (сплав олова и свинца). У хорошо залуженного жала его кончик равномерно покрыт припоем и имеет характерно блестящий вид серебристого цвета. Пайку следует производить паяльником, нагретым до температуры, требуемой для каждого вида пайки. При пайке металлических деталей его нагревают сильнее, а для пайки проводов и электрических комплектующих – меньше.

Процесс пайки проводов в общем случае включает в себя следующую цепочку действий:
- подготовить паяемые поверхности к пайке (удалить окисную пленку путем механической зачистки или обработки флюсом – канифолью, паяльной кислотой и т.п.),
- коснуться жалом предварительно нагретого паяльника канифоли и припоя, чтобы на кончике жала оказалось нужное его количество;
- приложить паяемые поверхности друг к другу и коснуться этого места жалом паяльника.
После непродолжительного прогрева места пайки припой попадает на эти поверхности. После смачивания припоем места пайки жало удаляют от него и дают припою остыть и затвердеть. Важно при этом сохранять неподвижность провода, иначе пайка окажется ненадежной и непрочной. Для обеспечения качества пайки рекомендуется удалить остатки флюса из зоны пайки. В случае использования канифоли это можно сделать спиртовым растворителем с помощью кисточки. Такая операция предотвратит дальнейшее окисление зоны пайки.
Как правильно паять микросхемы

Технологически процесс пайки микросхем в общих чертах сходен с вышеописанным, но имеет свои особенности. Они заключаются в том, что:
- микросхемы не допускают перегрева в процессе пайки;
- контактные площадки микросхем имеют, как правило, малые размеры и их пайка не допускает излишков олова в зоне пайки.

Мы искренне надеемся, что наша статья с видео помогла вам научиться правильно паять.
как НАУЧИТЬСЯ правильно ПАЯТЬ?
Не липнет олово(припой)?Как олудить(залудить) паяльник?Как паять светодиодную ленту
Как правильно паять медные провода.
Многие могут спаивать провода и радиодетали, но не каждый паял металл. В этой статье я максимально коротко и с примерами изложу принцип пайки металла.
Введение
Начнём с общих представлений о пайке. Пайка это физико — химический процесс получения соединения в результате взаимодействия припоя и спаиваемого металла. Она имеет сходство со сваркой плавлением, но всё же между ними имеются различия. При сварке в месте шва свариваемые детали плавятся, а при пайке паяемый материал не плавится. Так же в отличие от сварки пайка осуществляется при температурах ниже плавления спаиваемого металла. Формирование шва при пайке происходит путём заполнения припоем зазора между соединяемыми деталями, т.е. процесс происходит за счёт смачивания и капиллярного эффекта.
Встаёт вопрос, зачем же пользоваться пайкой, если сварка лучше скрепляет детали. На это есть свои плюсы:
- Пайка более доступна, чем сварка.
- При пайке соединения получается разъёмными.
- Сварке не поддаются маленькие детали.
Пайка — достаточно прочное соединение, если соблюдать технологию.
Оборудование
Для спаивания металла необходимо следующее основное оборудование:
♦ Паяльник . Мощность зависит от размера спаиваемых деталей. Для пайки небольших деталей (жесть, проволока, болтики) сойдёт паяльник ватт на 60, для более крупных — 100 ватт и выше. Я использую 2 паяльника — на 65 и 100 w, для домашних условий это вполне достаточно.

На том, как залудить паяльник я подробно останавливаться не буду, в интернете есть отдельные статьи про это. Скажу лишь основное:
— При первом включении паяльника ему нужно дать обгореть — выставить включённым его на улицу и подождать когда перестанет вонять и дымиться.
— Олово должно равномерно покрыть жало. При нагреве жало будет выгорать, его нужно будет затачивать и заново лудить.
♦ Паяльная кислота и припой . Деревянная палочка используется для нанесения кислоты.

♦ Вспомогательные приспособления . К ним относятся напильник и наждак, необходимые для зачистки паяльника и деталей.
Так же паяльнику нужна подставка. Самое простое что можно использовать в качестве подставки — любой металлический предмет, с которого паяльник не будет скатываться.
Для удержания спаиваемых деталей используются различные инструменты, например тиски и плоскогубцы. Так же детали можно закрепить гвоздиками на доске.
Основы пайки
Давайте теперь разберемся, какие металлы легко поддаются пайке:
- Серебро
- Латунь
- Никель
- Железо
- Нержавеющая сталь
Остальные металлы паяют при помощи специальных флюсов и другой технологии. В данной статье эта тема затрагиваться не будет.
С металлами разобрались, теперь приступаем к изучению процесса пайки:
- Зачищаем то место, где будет располагаться шов. Для этого я использую .
- Обезжириваем место спайки, используя ацетон, бензин и т.д.
- Наносим на шов деревянной палочкой паяльную кислоту. Делаем это как можно ровнее, т.к. в дальнейшем ровно по этому место растечётся припой.
- С заранее залуженного паяльника удаляем окислы (если они имеются) и прикасаемся им к палочке припоя. Припой должен лечь на жало ровной каплей. Если этого не происходит, значит паяльник плохо залужен.
- Прикасаемся жалом к месту спайки. Нельзя ожидать, что при первом же прикосновении паяльника произойдет спайка. Для этого необходимо прогревать спаиваемые поверхности до температуры плавления припоя. Тепло от паяльника передается на спаиваемое место не сразу. Жесть, проволоки и другие тонкие части прогреваются довольно быстро, но не моментально. На прогрев толстых материалов нужно сравнительно много времени.
- Для спайки тонких частей надо довольно медленно вести паяльником, передвигая его дальше, когда припой растечется и зальет шов. При спайке толстых предметов приходится относительно долго держать паяльник на одном месте и ждать, пока прогреются спаиваемые поверхности и припой растечется по шву.
- Проведя паяльником на некоторое расстояние, двигают его немного назад, затем снова вперед и опять назад, до тех пор, пока припой не разольется ровной и чистой дорожкой. По мере израсходования припоя, его набирают с палочки. Набирать много припоя не следует, особенно, если спаиваемые поверхности ровно и плотно соединены; избыток припоя приведет к образованию натеков.
- По окончании пайки необходимо смыть остатки кислоты водой. Если кислота плохо смывается, используйте мыло. Не смытая кислота приведёт к окислению металла.
Лучше всего обучаться пайке на белой жести. Её не нужно зачищать, но необходимо обезжиривать. При наличии жира кислота не смачивает поверхность жести. Ниже рассмотрены примеры спаивания проволок и жести. Для обучения можно повторить всё это.
Спаивание жести / листового металла

Соединение «Впритык»

Качество: Малопрочно

Соединение «Внахлёст»

Качество: Прочно

Соединение «В замок»

Качество: Очень прочно

Спаивание проволоки
Соединение «Впритык»

Качество: Малопрочно

Соединение «Внахлёст»

Качество: Прочно

Соединение «С усилением»

Качество: Очень прочно
Для усиления на левом соединении используется намотанная виток к витку медная проволока, на правом — стержень и резьба обёрнуты полоской жести: